En la CNC -vertikala tornilo, laSlewing portantaestas unu el la kernaj komponentoj, kiuj reflektas la ĝeneralan agadon de la maŝino kaj rimarkas la maŝinan precizecon de la peco. Ni postulas, ke ĝi funkciu kun alta rapido kaj rezistu samtempe pezajn pecojn, kun preciza kuranta precizeco kaj tre alta kontraŭ-Tiltingtordkapacito, kaj la Slewing portanta estas la ŝlosilo por kompletigi la subtenan tablon. La instalado kaj antaŭŝarĝa alĝustigo de laturnotabloSlewingPortadoEstas ankaŭ malfacila, la vicigo estas pli malfacile certigi, la ĝenerala precizeco de la tablo estas malfacile plibonigebla.
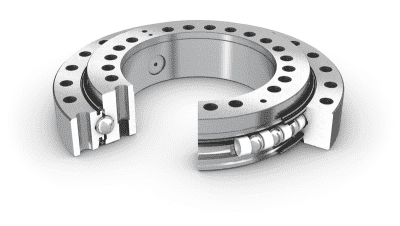
Rezulte, pli kompaktaKruca RuliloSlewingRulilojestas uzataj, kiuj ofertas materialajn kostajn ŝparaĵojn, simpligitajn projektajn solvojn, pli altajn limigajn rapidojn, plibonigitan kurantan precizecon kaj stabilecon, kaj pli altanŜarĝa portanta kapacitokaj rigideco. Ĉi tiu artikolo priskribasaPplikadoporSlewingPortadoen CNC -vertikala tornilo Por atingi siajn perfektajn inĝenieristikajn proprietojn.
1. Ekstera precizeco
Slewing BOrela Kuro-Eksterenpovas esti dividita en sinkronan elĉerpitan kaj asinkronan elĉerpiĝon, en kiu la influo de sinkrona elĉerpado sur la entuta elĉerpado de la tablo povas esti minimumigita per muelado de la tabela surfaco. Tial, pli bona kontrolo de laSlewingPortado asinkrona kuro-Eksteren, ju pli malgranda estas la finaradia kaj aksa kuro-Eksterende la laborejo kaj pli alta estas la kuranta precizeco. En la elekto deSlewingPortado marko kaj preciza nivelo, ĝi rekomendas ne nur koncentriĝi SlewingPortanta Asembleo Kuri-Eksteren, sed devus havi pli profundan komprenon pri la efiko deSlewingPortadoasinkronaj elĉerpaj precizaj normoj.
2.Shape kaj Loko -Toleremo
La Slewing portantaŝafto muntantaj surfacojKajIlaropostuli ebenecon, perpendikularecon, rondecon kaj cilindron, kiuj konformas alprecizecoSlewingRuliloj. Kontroli ĉi tiujn formojn kaj poziciajn toleremojn ne nur provizas pli bonan asemblean precizecon, sed ankaŭ evitas streĉajn koncentriĝojn kaŭzitajn de troa ekscentreco delaSlewing Ringointerna kaj ekstera ringokaj plilongigasla serva vivo de laSlewingPortado. Koncerne la pretigajn normojn de formo kaj Slewing RingoPoziciigu toleremojn, rekomendas konsulti nin rekte por kongrui kun iliaj SlewingPortanta precizeco.

3. Axial Antaŭŝarĝo
La tranĉa testo de CNC -vertikalaj torniloj multe atentas la krudecon de la fina vizaĝo kaj ekstera rondo de la peco, kaj unu el la ŝlosiloj por determini ĝian agadon estas la rigideco de la sistemo. La rigideco de la sistemo inkluzivas la rigidecon de la framstrukturo, la rigidecon de la SlewingPortado, ktp. La rigideco de la SlewingPortadoofte dependas deSlewing portantaaksa antaŭŝarĝo.
Tial estas tre grave konsideri la influon de temperaturo kaj ŝarĝo, kaj agordila aksa antaŭŝarĝo de laSlewingPortado.
Afiŝotempo: aŭgusto-31-2020